什么是组合机床自动线
组合机床自动线是指用组合机床及标准传送机构组成的自动线。
组合机床自动线的分类
按工件输送方式,组合机床自动线可分为直接输送和间接输送(用随行夹具输送)两类。按输送轨道的形式,可分为直线输送和圆(椭圆)形轨道输送两种。按输送带相对机床的配置形式,可分为通过(机床)式输送带式和外移式(在机床前方)输送带式。工件(随行夹具)输送运动的形式有步伐式(同步)和自由流动式(非同步),大多数组合机床自动线采用步伐式输送装置。步伐式输送带可分为棘爪步伐式、摆杆步伐式、抬起步伐式、吊起步伐式,还有回转分度输送式等。
组合机床自动线的组成
自动线由基本工艺设备、各种辅助设备及控制系统等组成。根据工件具体情况、工艺要求、工艺过程、生产率要求和自动化程度等因素,自动线的结构及其复杂程度,常有很大的差别。下面以图1所示的加工箱体类零件的组合机床自动线为例,对自动线的组成和加工过程予以说明。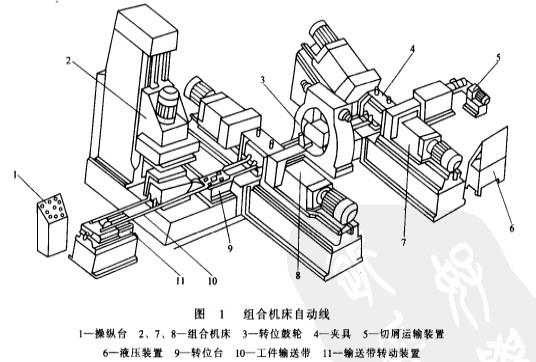
图1所示自动线由三台组合机床2、8和7、工件输送带10、输送带转动装置11、转位台9、转位鼓轮3、夹具4、液压装置6、操纵台1以及切屑运输装置5等组成。
加工过程开始时,工件在装料工位由工人装夹后,由工件输送带10带动,运送到第一台组合机床的工作位置;由立式组合机床2对工件进行加工后,再由工件输送带10将工件运送到转位台9,使工件在水平面内旋转90°。然后运送到第二台卧式组合机床8对工件进行加工。加工完毕后,再送到转位鼓轮3,使工件在垂直面内旋转适当的角度(根据下一台机床加工部位的要求而定)。然后送到第三台组合机床7,对工件进行加工。加工完毕后由工件输送带10将工件送至卸料工位上,由人工或机械手取下完工的工件。全线共有三个加工工位和二个转位工位。全线可同时装多个工件,当各台机床都加工完毕时,输送带转动装置11启动,带动工件一起向前移动一个步距,使各个工件都移到下一个工位(包括转位工位),最后工位的工件被移到卸料工位上。因此,输送带转动装置11每移动一次就送出一个加工完毕的工件。
由上例可知,组合机床是基本工艺设备,辅助设备包括工件输送带10、输送带转动装置11、转位台9、转位鼓轮3、夹具4、切屑运输装置5等。液压装置6、操纵台1等属于控制系统的内容。
组合机床自动线的布局
组合机床自动线的机床数量一般较多,工件在线上有时又需要变更姿势。随行夹具自动线还必须考虑随行夹具的返回问题,所以其布局与通用机床自动线相比有一定的区别和特点。组合机床自动线常用布局见表1。当带并行支线或并行加工机床时,机床或支线可采用并联的形式,利用分路和合路装置来分配工件;采用并行机床或并行工位时也可采用串联形式,一次用大步距同时将几个工件送到各个工位上,常用于小型工件。
表1 组合机床自动线的布局形式
| 布局形式 | 特点 | 应用 |
| 直线形 | 机床大多横向纵列,工件输送装置从机床中穿过。机床可排列在输送带的两侧或一侧。自动线按加工工艺分段,段问设有转位位置、翻转装嚣,使工件转90°或翻转180°。输送装置可每段用一个,或全线用一个(转位时工件抬离输送带)。机床通常为卧式双面、单面、立式、立卧复合式等。排屑系统比较简单。自动线长时看管不方便 | 用于加工各种大中小零件,应用较多、较普遍 |
| 采用外移式工件输送带时,可采用三面机床(卧式三面、立卧复合式三面),但在输送带与机床之间需要设往复输送装置或移动工作台,输送装罱比较复杂。回转工作台或鼓轮式多工位机床装置比较复杂,可以将回转工作台或鼓轮式多工位机床用外移式输送带连成自动线,缩短自动线的长度 | 用于产量较小的场合。用于将现有三面机床改装为自动线时,用于精加工必须采用三面机床时。多工位机床组成的自动线用于加工特别复杂的小零件 | |
| 折线形 | 自动线较长或受厂房面积及开关限制时可采用直角形、ㄈ形及弓形等布局。输送带通常从机床中间穿过。机床可排列在输送带的一侧或两侧。在转折处可作为转位工位,而省占转位装置。但每一线段需用一个工件输送装置。转折线段上可用作中问储料库。带并行支线时常采用这种布局 | 用于工序复杂的场合。机床数较多、布置地受限制时,带并行 |
| 框形 | 机床沿框形的内外两侧,或只沿其中的几个线段布置,如果用随行夹具时,随行夹具可以沿榧形边返回,而不需设立独立的返回输送带。随行夹具也可以从输送带上卒返回,或沿机床一侧的上空返回,成为立面或倾斜平面的框形布局。由上卒返回时,还可以利用随行夹具的自重滑移返回。这种上空返回方式可节省占地面积 | 一般用于多工段线及一些特殊场合,如加工部位为十字形。常用于随行夹具自动线。随行夹具由上空靠自重返回,主要用于工件或随行夹具质量和外形尺寸不是很大的场合 |
| 圆形、环形或椭圆形 | 与框形相似,但工件输送带比较简单,一般用环形链条驱动,机床通常只布置于环的内侧,使自动线敞开性好 | 非同步输送自动线常采用这种布局形式。用于加工中小型零件,生产率较高,甚至达每小时几百件 |
组合机床自动线由于以下两种原因被划分成工段,第一种是因工件在线上的姿势不同,被转位装置分隔而分为工段;第二种是由于机床台数及刀具数量多,为减少由于故障而引起的停车损失,划分为可以独立工作的工段。机床台数在10~15台、刀具数量在200~250把时,可以考虑成立一个工段,工段之问设有中间储料库,保证各工段可独立工作。第一种原因分成的工段由于机床数量较少,通常只在相隔几个工段后才设立中间储料库。储料库的容量与自动线的生产率有关,也与因换刀而引起的停车时问和因故障可能引起的停车时间有关,需要根据统计和积累的数据以及故障发生的概率来进行分析和计算。如无有关资料和数据时,一般可按能供应自动线工作0.5~1h来选择储料库容量。
组合机床自动线的安装与调整
(1)组合机床自动线的安装一般顺序
浇灌混凝土基础,并按自动线底平面及地脚螺栓孔位置图进行检查,如属地沟排屑,则应先安装自动线的排屑设备,检查合格后进行浇灌。
安装机床中间底座(连同夹具一起),并调整找正各中间底座装置,安装调整输送带传动装置,初步检查机床水平和中心距,并调整各中间底座的横向位置关系,使各台机床的中心线和自动线中心线一致。安装各机床的侧底座和立柱,调整检查各台机床的精度,合格后,将侧底座和中间底座紧固,并调整机床垫铁的限位螺钉,使床身限位。
安装液压站并敷设液压管路。
安装地脚螺栓并浇灌,待硬固后,将各机床的侧底座、中间底座以及输送带传动装置的地脚螺栓拧紧,检查机床精度。
安装中间支承板和侧限位板,安装工件输送带。
安装电气柜及电气设备,进行自动线的电气接线。
对于可以整体运输的单个工位,应对该工位整体进行安装,以减少安装工作量。
(2)自动线的基础
根据《自动线底平面及地脚螺栓孔位置图》浇灌基础,除考虑自动线的机床、工件输送带以及其他设备的安装位置和地脚螺栓位置外,还必须考虑向自动线供水、通气及电气走线管道的地沟位置,安装切屑输送设备的地沟,其两端应比排屑设备加长3~4m,以便拆卸和维修。
自动线的基础厚度应根据各机床特点来定。一般卧式钻孔和攻螺纹机床,基础厚取400mm;立式钻床取500mm;立式铣床以及一些重型镗床应大于800mm;当机床重量超过12t时,基础应增加钢筋。
自动线上的精加工机床,应安装在单独的基础上,使之与自动线整体隔开,以避震。
自动线地面的上平面应比车间地面低80mm,以便在安装机床垫铁后,机床和其他设备的底平面和车间地平面一致。
(3)组合机床自动线的调整
在自动线安装就绪时,即应进行自动线调试的准备工作,主要准备足够数量的试料,两套刀具和工具,并按加工示意图调整好。
当自动线安装完毕,并检查合格后,先进行安全生产必需的各项动作的互锁试验,合格后即可进行下列工作:单机机床和设备的空运转,各工段的空运转,全线空运转,按调整循环试切工件,按自动循环试切工件。
自动线调试一般按以下顺序进行:将自动线通电,检查各机床和设备的电动机旋转方向,调整各动力部件,进行空运转试验。调整定位夹压的液压传动装置,凋整输送带传动装置;调整输送带传动装置的液压系统,定位夹紧和工件输送机构的空运转试验,全线空运转试验,安装已调好尺寸的刀具和工具,按调整循环试切工件,检查工件的加工质量和加工精度,消除空运转和试切工件过程中暴露的缺陷。按自动循环进行一批工件的切削试验,检查工件加工精度,调整并消除切削试验中暴露的缺陷,最后进行自动线工作稳定性和生产率的切削验证,合格后自动线即可投产使用。